Bending Stainless Steel Flat Bar

How To Easily Make A Small Radius Bend In Flat Steel General Fabrication Tip Youtube
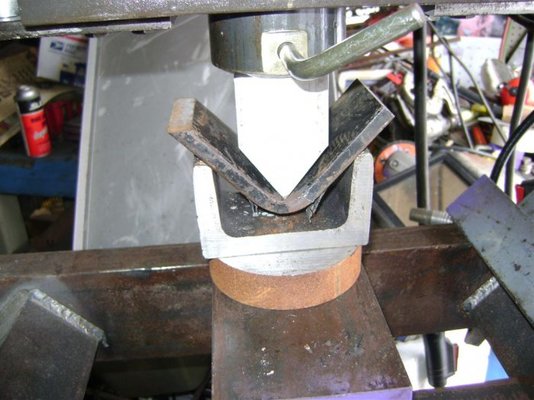
Options For Bending Flat Bar Mig Welding Forum

Easy Solution For Bending Up To 3 8 Rod Or Up To 1 4 X 1 Flat Stock Brackets Manual Rod Bender Youtube

Helical Spiral Bending Helical Bending Services Steel Tube Bending

Making 90 Deg Bends In 1 4 Steel Youtube

Bending Vs Welding Mild Steel Flat Bar Metalworking

If it didn t break from the tight radius of the bend.
Bending stainless steel flat bar.

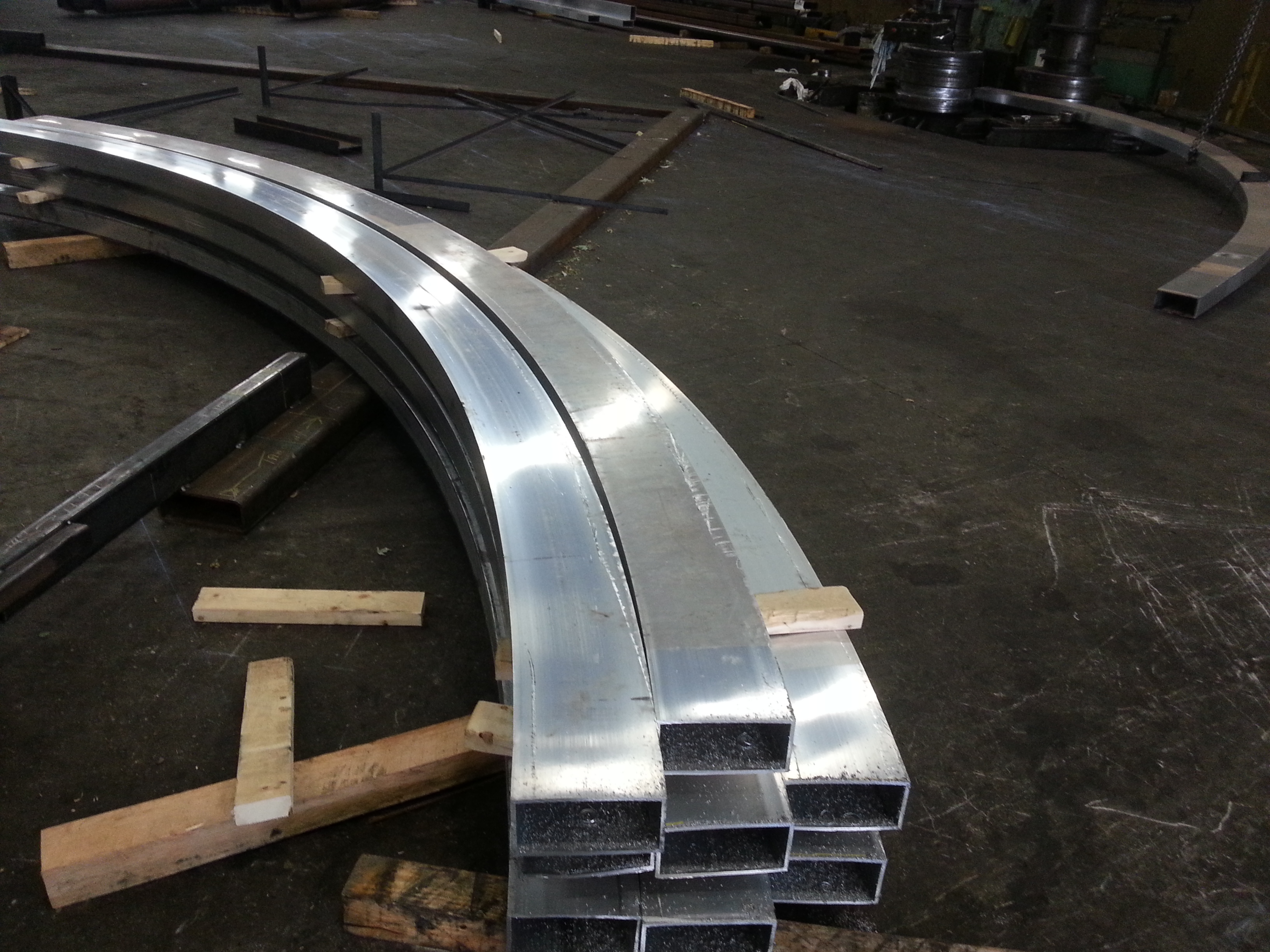
Jorgenson Rolling We Specialize In Rolling Custom Rings Hoops Flanges Saddles Supports Cradles Straps And Other Circular Shapes

Simple Jig For Bending Metal Flat Stock Youtube

Homemade Flat Bar Bending Die Metal Bending Tools Metal Fabrication Tools Metal Working Tools

Metal Bender Homemade Metal Bender Constructed From Surplus Angle Iron And Bar Stock Can Be Used To In 2020 Metal Fabrication Tools Metal Bender Metal Bending Tools

Bar Bending Bending Bars Bending Metal Bars

Jorgenson Rolling We Specialize In Rolling Forming And Bending Of Steel Plate And Sheet Metal

Homemade Metal Bender Metal Bending Tools Metal Bender Metal Working Tools

Compact Metal Bender Can Bend Metal Up To 3 8 Thick Or Up To 4 Wide 4 Metal Bender Eastwood Youtube
A Quick Guide To Minimum Radius Bending The Chicago Curve

Diy Metal Bender For Bending Reinforcing Steel Rod Round Flat Square Metal Bending Tools Metal Bender Metal Bending

Bent Square Tubing Metal Bending Metal Projects Wood And Metal

How To Bend Flat Steel Bar Youtube

A Few Tools I Ve Made Homemade Tools Welding Tools Metal Bending Tools

Hydraulic Press Bending Steel Youtube

Homemade Light Duty Bender Metal Bending Tools Metal Bender Metal Working Tools

Home Made Bender For Flat Bar Square Or Round Rod Just Use The 1 2 Inch Drive Socket With The Desired Outside Metal Bender Metal Bending Tools Metal Bending

Homemade Scroll Bender Gordsgarage Blog

Homemade Supereffective Bench Vise Brake Metal Bender Magnet Attachments Youtube Metal Bender Diy Electrical Homemade Tools
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsodpis6pqhcai1hxkvxnzk4h8 Rlrzys18ady4ouaj7xl2qwib Usqp Cau
Make A Metal Bender Homemade Diy Tool Youtube

Inexpensive Soft Metal Bending Tool 4 Steps With Pictures Instructables

Flat Bar Roller Plans Professionally Designed Plans Metal Bending Tools Metal Working Welding Projects

Metal Bender Homemade Metal Bender Fabricated From Bar Stock And Bolts Capable Of Bending Rod And Flat Metal Bender Metal Bending Tools Metal Working Tools

Metal Table Legs Flat Bar Squared Etsy Metal Table Legs Modern Table Legs Metal Table
Source : pinterest.com
