Bending Aluminum Sheet Into U Channel

Layout And Forming Part Two

Sheet Metal Bend To Your Specifications All In 4 Easy Steps Configure Your Hat Channel U Channel J Chann Custom Metal Corner Guards Sheet Metal Thickness

Tips For Bending Sheet Metal Make It From Metal
Aluminum Sheet How To Bend Aluminum Sheet

Pin On Forms And Shapes

Steel Aluminum Channel Bending Flange Bending

The aluminum is now as soft and bendable as it can be.
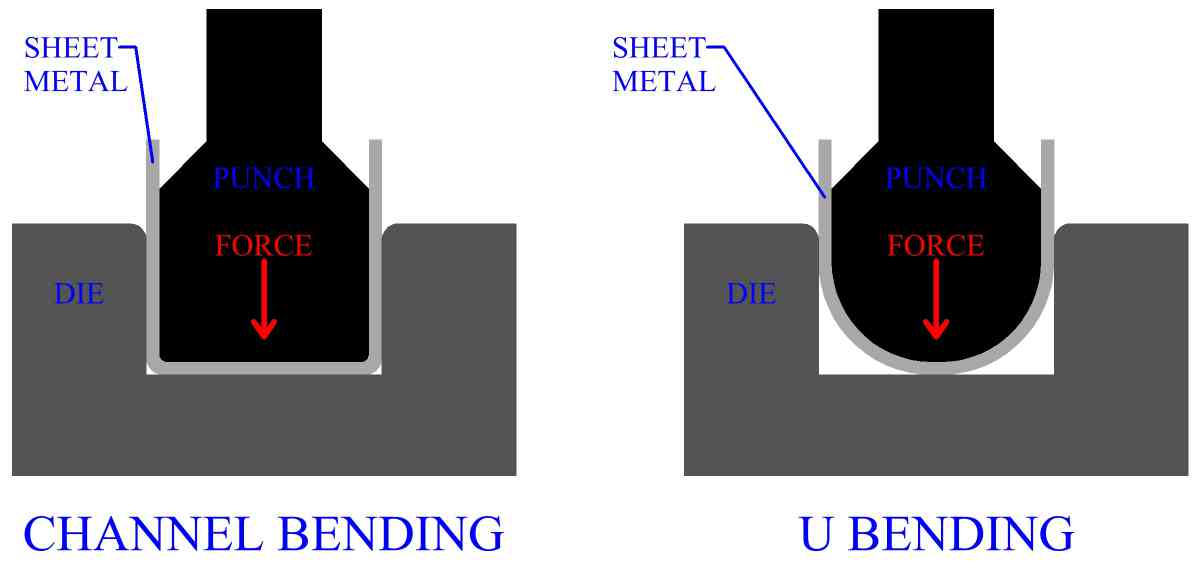
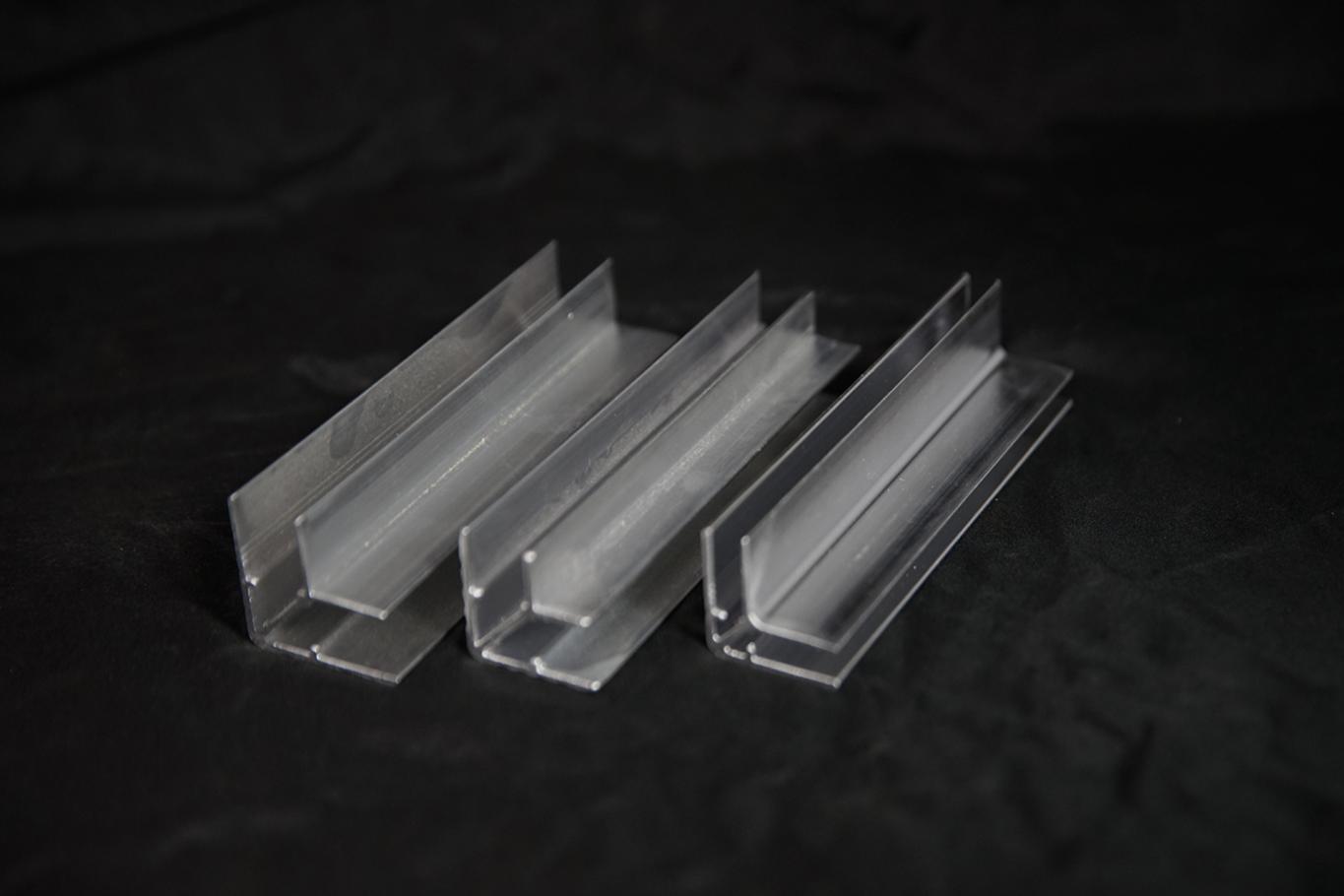
Bending aluminum sheet into u channel.

Bending Aluminum Channel Scroll Work With Harbor Freight Compact Bender Youtube

U Channel Bend Press Brake Application Youtube

China Bending Aluminum U Channel Manufacturers Suppliers Factory Custom Service Lvtian

Sheet Metal We Cut It We Bend It We Ship It All For You

Make A Home Diy Sheet Metal Bender Blech Biegen Metall Bearbeitung Metallbearbeitung
Practical Machinist Largest Manufacturing Technology Forum On The Web
If You Have Ever Been Into Electronics A Problem Often Arises At The End Of A Project What Sheet Metal Bender Diy Steam Bending Wood
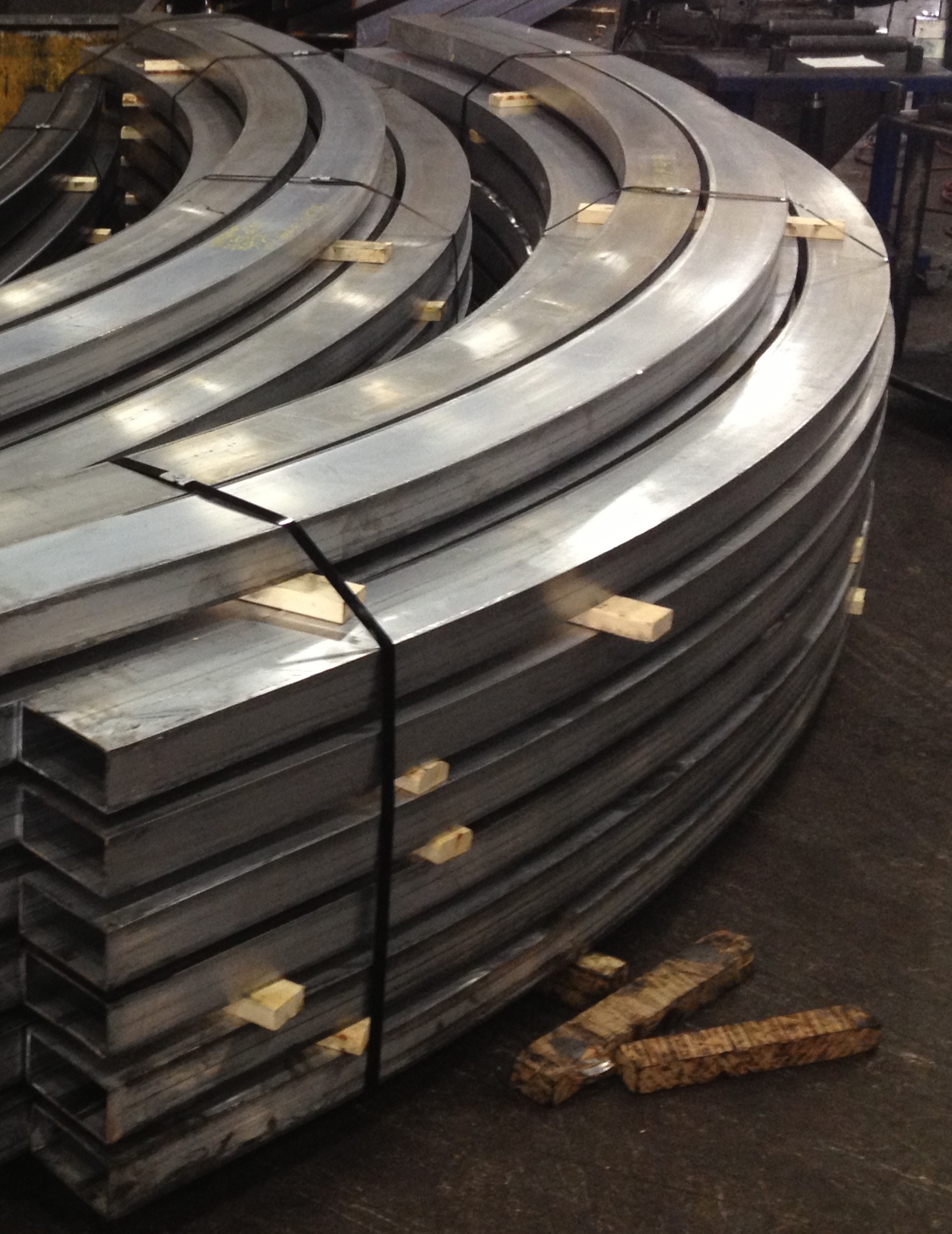
Successful Bending Of Various Grades Of Aluminum The Chicago Curve
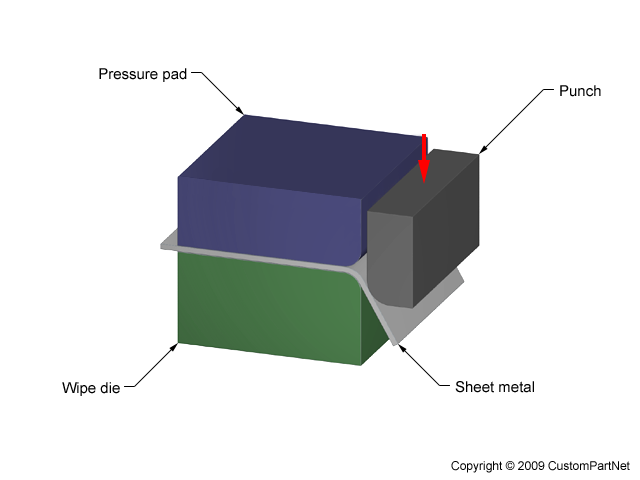
Sheet Metal Forming

How To Make A Sheet Metal Box Sheet Metal Sheet Metal Fabrication Metal Box

Diy Make A Big Pro Sheet Metal Bending Tool Sheet Metal Brake Youtube Metal Bending Tools Metal Bending Sheet Metal Bender

3 Ways To Bend Aluminum Wikihow

Bending Metalworking Wikipedia

Diy Sheet Metal Bending Brake Metal Bending Tools Sheet Metal Brake Metal Bending

Pin On Sheet Metal Fabrication

Amazon Com 5 9 Inch Electric Metal Channel Letters Bending Slotting Cutting Machine Tools For Acrylic Pvc Aluminum Iron Steel Sign Letter Kitchen Dining

Homemade Sheet Metal Bender Sheet Metal Bender Metal Bender Sheet Metal Brake

Diy Metal Brake For Bending Sheet Metal Metal Bender Sheet Metal Sheet Metal Art
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctg 3gwnpeqfjh7txoufbrs8uj4plwiu2iefghbep0 Usqp Cau
Metal Rings Rims Clamps Stainless Steel Rolled Rings Retaining Aluminum Ring Angle Rings Ring Rolling Johnson Brothers

Bending Aluminum Enclosures On A Homemade Brake With Images Diy Metal Woodworking Homemade Tools

Pin On Constructs

Maximum Bending Materials Width 145mm 5 7 Quot Dual Axis Metal Channel Letter Angle Bender Bending Tools Mini M Channel Letters Metal Bending Metal Working

Bending 2 Id 8ft Long C Channels From 0 040 2024 T3 Sheet Metal Tools Homemade Tools Metals Metal Bending Tools
Source : pinterest.com
