Bend Aluminum Sheet Smallest Radius

Layout And Forming Part One

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication
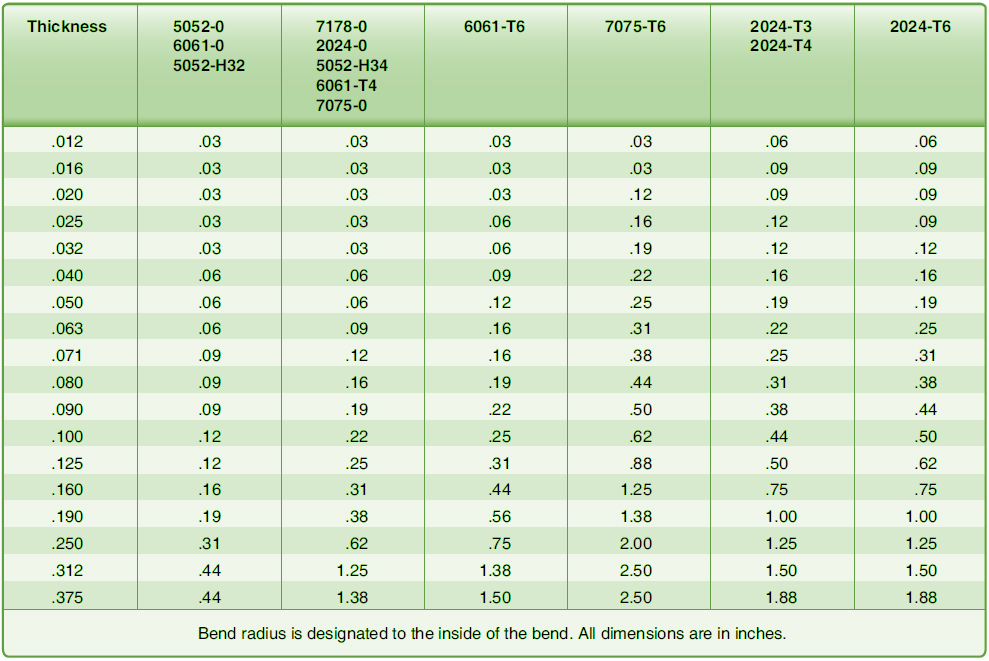
Aluminum Plate Minimum Bend Radius Aluminum Plate

Sheet Metal Forming

Layout And Forming Part Two

Covell Round Over Die Complete Set For Pexto 622 Metal Working Metal Fabrication Tools Metal Bending Tools

The trend is obvious.
Bend aluminum sheet smallest radius.

Layout And Forming Part Three

Bend Allowance Sheetmetal Me

Sheet Metal Manufacturing The Definitive Guide Blog

Fabrication Formulas Sheetmetal Me

3 Step Hem Roll Set Sheet Metal Tools Metal Working Tools Metal Bending Tools
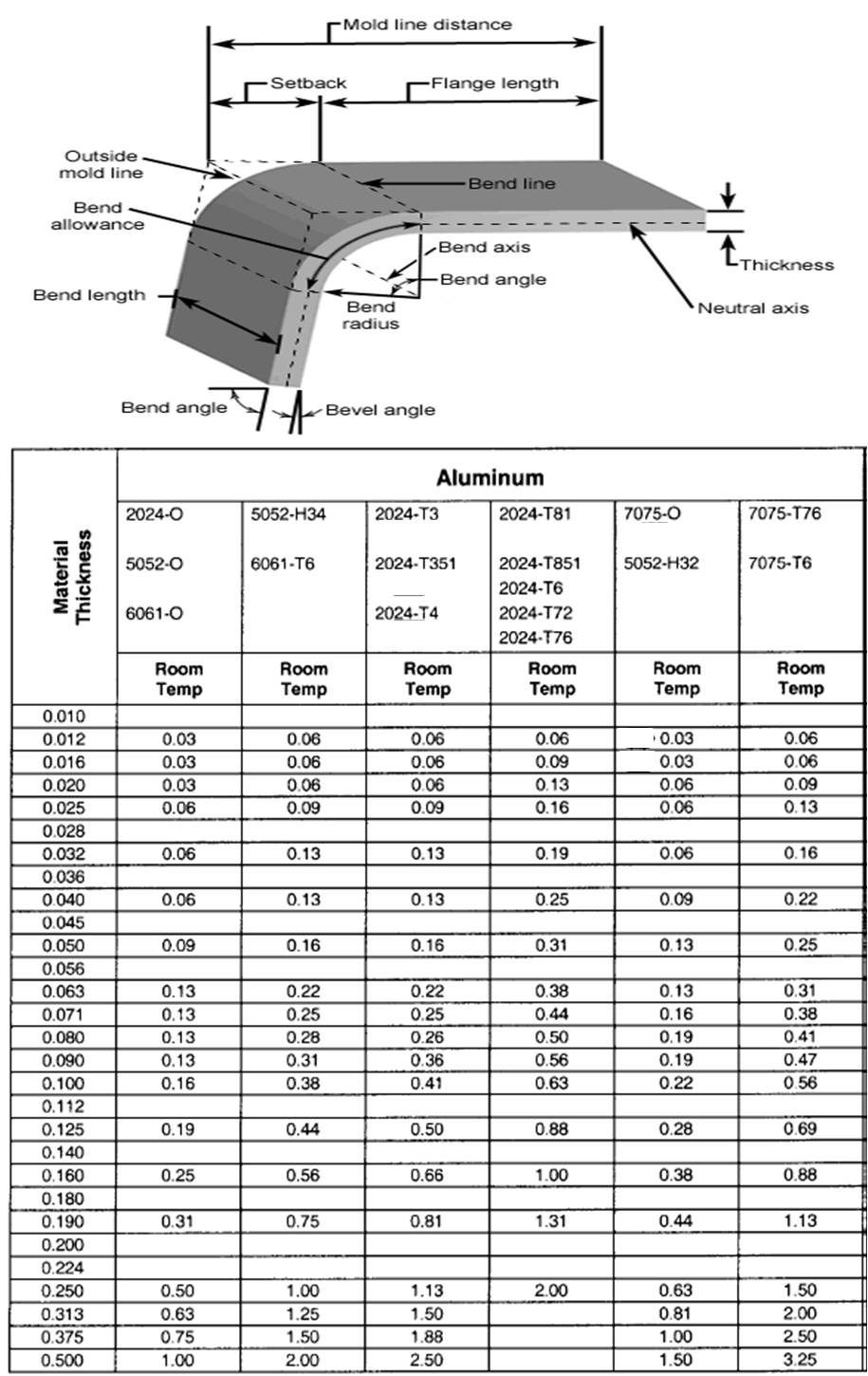
Making Straight Line Bends Aircraft Metal Structure Repair Aircraft Systems

Irvan Smith Inc Metal Ace F240 English Wheel Anvil 24 Radius 3x3 Egw F240 108 00 English Wheel Sheet Metal Tools Metal Bending Tools
Following Dfm Guidelines For Working With Sheet Metal Sheet Metal Sheet Metal Work Sheet

Which Aluminum Alloy Bends Best Clinton Aluminum
Tips For Bending Sheet Metal Make It From Metal

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Design

Pin On Press Brake

Pin On Instagram

Solidworks Sheet Metal A Beginner S Tutorial All3dp

Bending Basics The Hows And Whys Of Springback And Springforward

Bend Radius Solidworks More Brackets Sling2

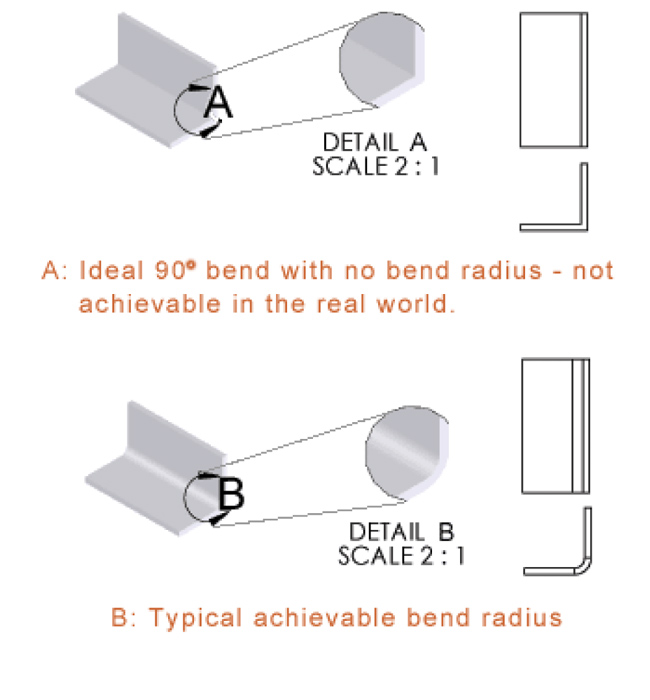
Approximating Solidworks Zero Radius Sheet Metal Corners

Stark Professional Sharper Benchtop English Wheel Workbench Machine Sheet Metal Shaping Bench In Green 61088 H In 2020 English Wheel Metal Bending Tools Metal Shaping
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqluceanja97f40q3ulssxok6zjbsag6nlofigpr 0tb2rtkbmd Usqp Cau

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

2800 24 16 R Mittler Bros Ultimate Box And Pan Brake Radius Fingers Metal Fabrication Tools Metal Working Tools Metal Working
Sheet Metal Design And Design Considerations
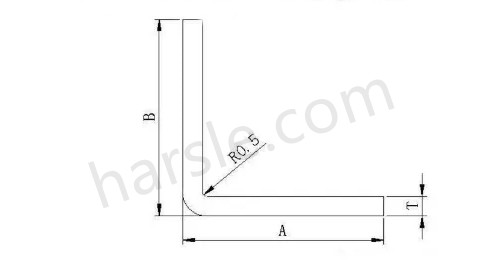
The Relationship Between The Bending Radius Of Sheet Metal And The Thickness Of The Sheet Harsle Machine

Bending Large Radius Abkant Kaynak Isleri Teknoloji
Source : pinterest.com
